
страница - 4
0,8*0,9
a
2,5
I

ь
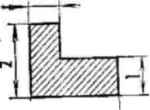
Puc.3S. Поршневые кожица: а — {.-образные; о — форма кольца после притирки; в—переделка ооышого кольца
Приработка их идет нижним поясом (рис. 38,6). Удельное давление такого кольца на стенки цилиндра, а это основной фактор, определяющий работоспособность поршневых колец, вдвое меньше, чем у колец прямоугольного сечения.
Для стандартных колец прямоугольного сечения нужно предусмотреть внутренний односторонний скос (рис, 38,в). Это кольца серийных мотоциклов «ИЖ», «Ковровца»; «Тулы» и других. Удельное давление кольца на стенки цилиндра у различных двигателей имеет широкий диапазон от 0,5—2,9 кг/см .
По мере увеличения диаметра колец удельное давление уменьшается. Изменение упругости при одном и том же диаметре достигается в основном за счет изменения радиальной толщины колец.
Большое значение в работе поршневых колец имеет размер зазора в замке. Для спортивных двигателей зазор в замке берется 0,1 мм на каждые 25 мм номинального наружного диаметра кольца.
Отношение номинального диаметра к радиальной толщине поршневого кольца
Дн/Т= 20—27,
где Дн — номинальный диаметр кольца, Т— радиальная толщина кольца. Для быстроходных спортивных двигателей высота колец ограничивается опасностью действия больших инерционных сил, способствующих вибрации и износу канавок поршня и самих колец по высоте. Высота поршневого кольца зависит от диаметра цилиндра и равна 6,6—2 мм максимально, кроме L-образных, где высота может быть больше.
Зазор между внутренним диаметром кольца и поршневой канавкой для компрессионных колец 0,25—0,75 мм.
Большее значение имеет зазор между поршневыми кольцами и канавками по высоте 0,03—0,05 мм. Поверхность кольца должна быть отличного качества. Поршневые кольца должны быть гладкими, чистыми, свободными от усадочных трещин, пор, раковин, рыхлостей и т. д.
Отрицательное влияние на работу двигателя может оказать коробление поршневых колец, которое обычно возникает вследствие внутренних напряжений или неосторожного обращения с кольцами. Качество поршневых колец в значительной степени зависит от плотности прилегания их рабочей поверхности к стенке гильзы (определяется величина дуги прилегания или световой щели).
Оптимальная толщина поршневых колец 0,6—1,2 мм для кроссовых мотоциклов.
Установка двух колец вполне достаточна для хорошего уплотнения пары цилиндр — поршень.
L-образные кольца — легкие, эластичные и хорошо уплотняют зазор между поршнем и цилиндром.
L-образные кольца можно изготовить из обыкновенных серийных колец.
Кольцо устанавливается в оправку, торцуется до необходимой толщины, потом делается
выточка. Можно использовать и простые плоские кольца, уменьшив по высоте
стандартные до 1,5—2 мм и сделав на поршне под их размер канавки. Главный выигрыш
от этого — уменьшение силы трения и давления на поверхность гильзы, легкость,
эластичность.
В последнее время оправдала себя установка одного L-образного кольца (конечно, при хорошем, плотном поршне). Высота L-образного кольца 2—3 мм. Лучше, если оно будет стальное и обязательно хромированное.
Технология изготовления хромированных стальных поршневых колец.
Стальные L-образные хромированные кольца должны обеспечивать специальную эпюру давлений на зеркало цилиндра, что достигается переменным сечением кольца, обеспечиваемым специальным копиром. Копиры изготовляются для каждого размера поршневого кольца.
Технология изготовления стальных хромированных колец следующая: 1. Изготовление заготовки (рис. 39).
В 4
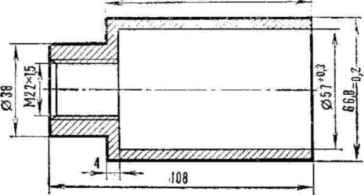
Рис. 39. Заготовка для поршневых колец
Материал заготовки сталь 40X.
2.Точение по копиру. Наибольший размер 65,6 +0.1 -0.5 мм.
3.Расточка по копиру, выдержав радиальную толщину 2,9 - 0,1 мм
4.На токарном станке нарезать заготовки высотой 3,4— 0,1 мм.
5.Произвести закалку и отпуск до НгГс = 43—11 в термофиксаторе.
6.Плоское шлифование размер 3-0.05 мм каждого кольца.
7.Вырезка замка на отрезном круге. Припилить замок под стопор до размера 2+0,1 -0,15мм в стакане 062,25.
8.В специальных приспособлениях (оправках):
а)расточить кольца до 0 57
б)обточить до 061,б-0,02
в)снять острые кромки с углов R=0.3мм
9.Набор колец надеть на оправку под хромирование. Замки зачеканить свинцом. Биение по диаметру допускается не более 0,05 мм.
10.На оправке под хромирование шлифовать до 061,45-0,02 мм
11.Хромировать. Толщина хрома не менее 0,17 мм на сторону.
12.Снова шлифовать на этой же оправке до 061,75+0,03
13.Готовые кольца расточить под L-образное сечение (рис. 40) в специальном стакане с гайкой, удерживающей кольцо.
•-t-t
тг
3
I
Рис. 40. Сечешь кол lug
14. Обезводородить кольца. Кольца готовы. Дальнейшее обращение с кольцами должно быть аккуратным. Их поюмещают в коробку или специальный стакан, лишний раз не берут в руки до установки на поршень. Поршневой палец.
Для уменьшения веса поршневой палец нужно облегчить, сделав выборку металла на его металонагруженных концах (рис. 41)
81
А
10-12
Рис. 41, Облегчение поршневого пальца (снимаемый слой металла покЛэин пунктиром)
КОЛЕНЧАТЫЙ ВАЛ
При имеющихся в настоящее время хороших маслах мазка из бензина с маслом является вполне удовлетворительной для соревнований по мотокроссу. Но важно помнить, что подшипнику нижней головки шатуна не хватает смазки, поэтому надо его смазывать как можно больше. С этой целью диаметр внутренних дисков маховика должен быть на
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35]