
страница - 5
уровне наружного диаметра нижней головки шатуна (рис. 42), т. е. максимально малый диаметр щек коленчатого вала.
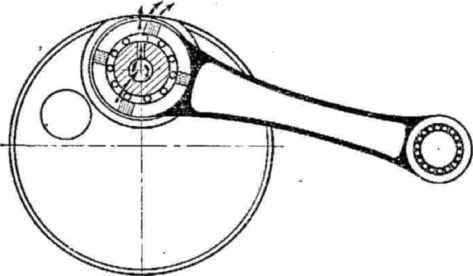
Рис. 42. Расположение нижней го/юнкп шлтм!а относительно
маховик:!
Другой важной особенностью конструкции кроссовых двигателей является сравнительно короткий шатун. Изменение диаметра маховиков н длины шатуна влечет за собой изменение некоторых других факторов (фаз газораспределения, скорости поршня, давления в картере и пр.).
Следует учесть эти моменты при подготовке двигателя к серьезным соревнованиям. Шатун.
Для лучшей смазки нижней головки шатуна и уменьшения сопротивления впуска желательно, чтобы сечение шатуна было овальным (рис.43,а).
Толщина шатуна 4—5 мм вполне достаточна для двигателей классов 125—175 см и 5—6 мм для самых мощных двигателей классов 250—500 см
Шатун двутаврового сечения можно модернизировать путем опиловки (рис. 43,6) со стороны впускного окна и последующей полировки.
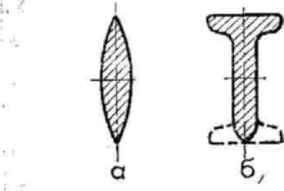
Рис. 43. Сечение шатуна спортивного двигатели (а), переделка серийного шатуна (Л). Пунктиром показана удаляемая часть
Для улучшения смазки пальца можно снять часть металла. Это помогает маслу просачиваться к пальцу, кроме того, несколько снижает вес. Для длительных высоких оборотов двигателя нужно заменить обычную простую втулку игольчато-роликовым подшипником (рис. 44). Это улучшает (гарантирует от заеданий) работу поршневого пальца.
Если такой возможности нет, то следует сделать зазор между поршневым пальцем и втулкой верхней головки шатуна для диаметра пальца 14 мм — на 0,02—0,03 мм больше, а для 015—16 мм — на 0,03—0,04 мм. Не надо бояться стуков, на две гонки втулки хватит. При плотной втулке потеря мощности до 0,6 л. с. и возможен задир втулки, ее проворачивание. Шатун изготовляется обычно из стали 12ХНЗА, 18ХНВА или других сталей, обладающих нужными качествами (возможностью термообработки до НЯс =59 — 63 ед.).
Рис. 44. Верхняя голоп-ка шатуна с игольчатым подшипником: 1—шатун;
2— игла 0 1,5—2 мм;
3 ц?гшба фасонная
[сталь 45;
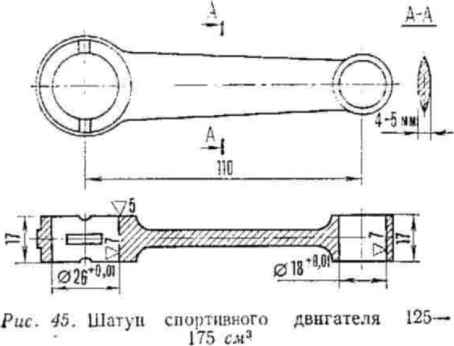
Верхнюю b нижнюю головки шатуна калят и цементируют на глубину 0,8—1 мм с
последующей шлифовкой и доводкой до нужной чистоты и размера.
Остальная часть шатуна не калится, но обрабатывается до зеркального блеска (рис. 45).
Палец нижней головки шатуна делается полым с одной стороны (отверстие 06мм), и по центру беговой дорожки роликов сверлится одно отверстие 01,2 -1,5 мм для улучшения смазки подшипника шалуна (рис. 46). Материал пальца сталь 18ХНЗА. Твердость его НЯс = 64—63 ед.
0 Ц-Зии.одно отв.
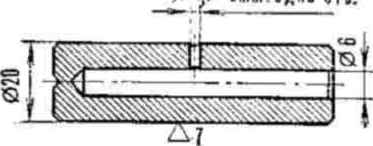
Рис. 46. Палец крнгюшнп.]
Сборка коленчатого вала.
При сборке коленчатого вала надо следить, чтобы отверстие под смазку пальца нижней головки шатуна было обращено наружу, и масло имело возможность под действием центробежной силы попадать в подшипник.
Подшипник нижней головки шатуна — роликовый, со стальным, посеребренным сепаратором. Можно изготовить сепаратор из алюминиевого сплава Д 16Т или В 95Т. В настоящее время для двигателей класса 125—175 см диаметр роликов 3 мм, длина 11,75 мм (т. е. отношение диаметра ролика к 3,94—4 является лучшим), диаметр пальца нижней головки шатуна 20 мм.
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35]